
Page 18 - ETG 25
P. 18
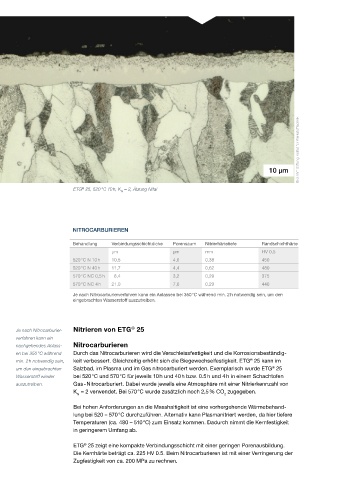
Bild: IWT Stiftung Institut für Werkstofftechnik
10 µm
ETG 25, 520 °C 10 h, K = 2, Ätzung Nital
®
N
NITROCARBURIEREN
Behandlung Verbindungsschichtdicke Porensaum Nitrierhärtetiefe Randschichthärte
µm µm mm HV 0,5
520 °C N 10 h 10,5 4,6 0,38 450
520 °C N 40 h 11,7 4,4 0,62 480
570 °C NC 0,5 h 8,4 3,2 0,29 375
570 °C NC 4 h 21,0 7,6 0,29 440
Je nach Nitrocarburierverfahren kann ein Anlassen bei 350°C während min. 2 h notwendig sein, um den
eingebrachten Wasserstoff auszutreiben.
®
Je nach Nitrocarburier- Nitrieren von ETG 25
verfahren kann ein
nachgehendes Anlass- Nitrocarburieren
en bei 350°C während Durch das Nitrocarburieren wird die Verschleissfestigkeit und die Korrosionsbeständig-
®
min. 2 h notwendig sein, keit verbessert. Gleichzeitig erhöht sich die Biegewechselfestigkeit. ETG 25 kann im
®
um den eingebrachten Salzbad, im Plasma und im Gas nitrocarburiert werden. Exemplarisch wurde ETG 25
Wasserstoff wieder bei 520°C und 570°C für jeweils 10 h und 40 h bzw. 0.5 h und 4 h in einem Schachtofen
auszutreiben. Gas - Nitrocarburiert. Dabei wurde jeweils eine Atmosphäre mit einer Nitrierkennzahl von
K = 2 verwendet. Bei 570°C wurde zusätzlich noch 2,5 % CO zugegeben.
N 2
Bei hohen Anforderungen an die Masshaltigkeit ist eine vorhergehende Wärmebehand-
lung bei 520 – 570°C durchzuführen. Alternativ kann Plasmanitriert werden, da hier tiefere
Temperaturen (ca. 480 – 510°C) zum Einsatz kommen. Dadurch nimmt die Kernfestigkeit
in geringerem Umfang ab.
ETG 25 zeigt eine kompakte Verbindungsschicht mit einer geringen Porenausbildung.
®
Die Kernhärte beträgt ca. 225 HV 0.5. Beim Nitrocarburieren ist mit einer Verringerung der
Zugfestigkeit von ca. 200 MPa zu rechnen.